



Diagnostic et évaluation de la consommation d`eau dans deux usines.
La méthodologie du diagnostic est la suivante :
Réalisation d`un état des lieux, atelier par atelier pour détecter les anomalies de fonctionnement susceptibles d`être une source de surconsommation d`eau.
L`état des lieux obtenu est le suivant :
I-1-Au niveau des bassins de stockage
✓ Le bassin principal, d`une capacité de 300m3 alimentant l’usine est rempli de boue.
Donc le volume d`eau stockée est insuffisant à l`alimentation de l`usine.
✓ Les deux bassins G-membrane reliés respectivement au bassin principal et au bassin DMS et servant d`appoint a l`alimentation en eau de l`unité, sont eux aussi remplis de boue.
I- Diagnostic de l`usine


Bassin de 300m3


G-membrane ( bassin DMS )
G-membrane ( bassin 300m3 )
✓ Le bassin ferraille est totalement rempli d`eau et on observe un débordement de l`eauvers la digue : Ce qui cause des pertes.


Bassin ferraille
I-2- Les pompes et les conduites.
Des fuites importantes au niveau des joints de pompes assurant la circulation de l`eau ont été
constatées, provoquant d`importantes fuites d`eau.
Des débordements au niveau des conduites ont été observées également.
I-3-Les épaississeurs
L`épaississeur Denver qui joue un rôle très important dans l'alimentation des tables par son
Under Flow est sous-dimensionné car on remarque qu'une grande quantité d'eau est perdue à
cause des débordements.


Débordement de l'épaississeur Denver
I-4- La digue :
La digue est un vaste terrain réserver au stérile d'usine et au stockage d'eau à recycler, vu le climat désertique de la région de Taznakht , un taux d'évaporation important surtout en période d’été , diminuent la quantité d'eau dans la digue .
I-5- Conclusion
D’après le diagnostic de l’usine, on observe qu’il y'a des problèmes au niveau des unités de traitement. Ces écarts ont des conséquences graves sur le rendement de l`usine et de la qualité d’eau.
• Evaluation quantitative de la consommation d’eau pour les deux usines
La réalisation du bilan global de l’eau au niveau de la mine, nécessite la mesure des divers débits entrants et sortants au niveau des différentes unités de la mine.
Ainsi que la connaissance de circuit d`eau interne.
Ne disposant pas d`historique sur ces débits, nous les avons mesurés, ce suivi a été effectué sur une période d’un mois.
II-Bilan d`eau dans l`usine laverie.
II-1- Circuit d`eau dans l’usine :
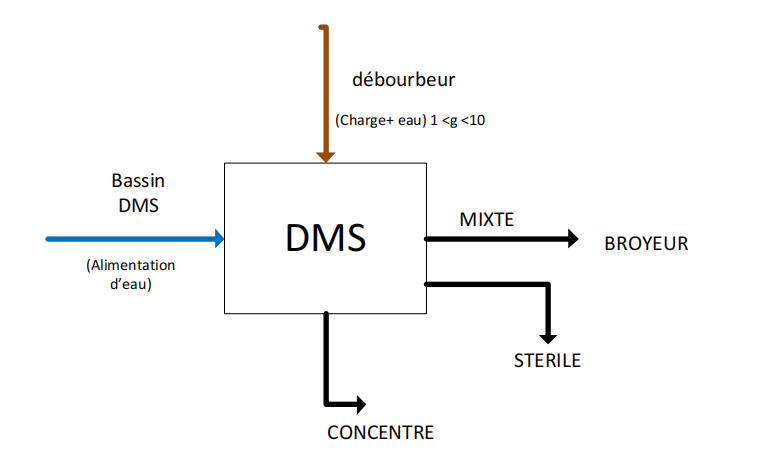
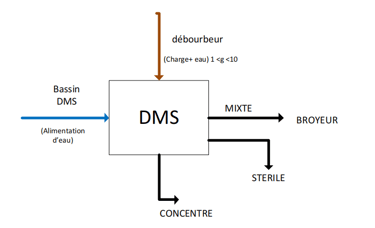
❖ Débourbeur : c'est un appareil de lavage, son alimentation en eau est assurée par le bassin DMS, il a 3 sorties :
• Minerai de taille de particule1mm<particule<10mm : envoyé vers le DMS
• Particule<1mm : envoyé vers la spirale
• Particule>10mm : concassage
❖ Unité DMS : est alimenté en eau par le Bassin DMS, la charge provient du débourbeur, il sépare le stérile du préconcentré, le mixte est envoyer vers le broyeur.
❖ Broyeur : son entré est le mixte du DMS, il est alimenté en eau par le bassin 300m3, à sa sortie, il envoie la pulpe vers la spirale
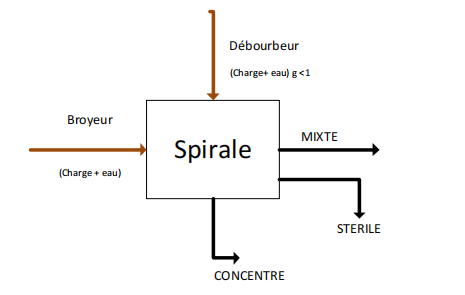
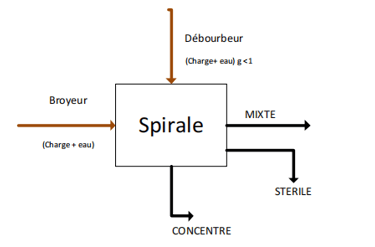
❖ Spirale : il a pour entrer la pulpe provenant du broyeur et celle du débourbeur, son alimentation en eau est assurée par le bassin 300m3, les stériles de la spirale sont rejetés dans l'épaississeur Denver.
❖ Épaississeur Denver : est alimenté par les rejets du spirale, l’Under flow de l`épaississeur DMS, et le g-membrane, son OF est l'alimentation de l'épaississeur stérile, son UF est l'alimentation des tables
❖ Les tables à secousses : ils sont alimentés par UF de l’épaississeur Denver, ils séparent le concentré, le mixte, et le stérile qui est envoyer vers l'épaississeur stérile, les tables sont alimentées en eau par l'OF de l'épaississeur stérile
❖ Épaississeur stérile : alimenté par les stériles des tables, épaississeur Denver, débordements de l’usine, son OF alimente les tables, et le bassin ferrailles, son UF est rejeté vers la digue.
❖ Épaississeur DMS : alimenté par l`Over Flow du cyclone1, l'Over Flow alimente le bassin DMS et l'Under Flow alimente l`épaississeur Denver.
L’épaississeur stérile est alimenté par les pertes d'eau de tout l'usine ainsi que les stériles des tables et du spirale, on a remarqué que les racleurs mécaniques de cet épaississeur ne fonctionnent pas, ce qui explique la grande quantité de pulpe sortante de l'Under Flow envoyée vers la digue.
• Evaluation quantitative de la consommation d’eau pour les deux usines
La réalisation du bilan global de l’eau au niveau de la mine, nécessite la mesure des divers débits entrants et sortants au niveau des différentes unités de la mine.
Ainsi que la connaissance de circuit d`eau interne.
Ne disposant pas d`historique sur ces débits, nous les avons mesurés, ce suivi a été effectué sur une période d’un mois.
II-3-Bilan matière en eau :
II-3-1- unité DMS :
Dans cette unité on trouve des débitmètres dans l'entré de chaque tamis , or pour calculer la sortie d'eau on a dû calculer les débits de sorties à l'aide de la méthode manuelle mentionné.
On trouve les valeurs mentionnées dans le tableau ci-dessus :
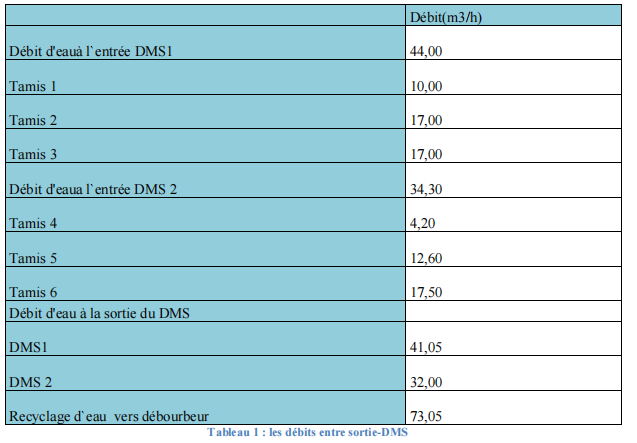
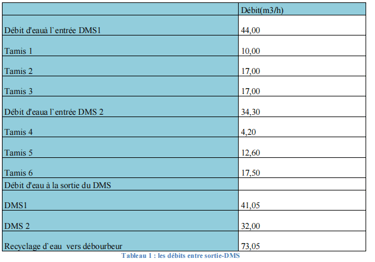
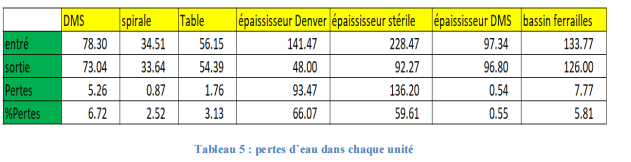
On a l'entré d'eau au DMS est : 78.3 m3/h
Or la sortie calculée est : 73.05 m3/h
Donc il y'a 5.25 m3/h d'eau perdue.
Conclusion :
Dans l'unité DMS on constate que la sortie d'eau est une quantité d'eau recyclé vers le débourbeur, et que ces pertes sont la quantité d'eau qui accompagne le stérile et le concentré vers les silos de stockage et le mixte vers le broyeur.
II-3-2- Spirale :
Dans cette unité on a section de spirale, celle de la charge venant du débourbeur qui passe par le cyclone spirale, et celle de la charge venant du broyeur.
Pour le calcul des débits entrant et les densités, on a suivi les méthodes mentionnées dans le paragraphe(..)


❖ Bilan :
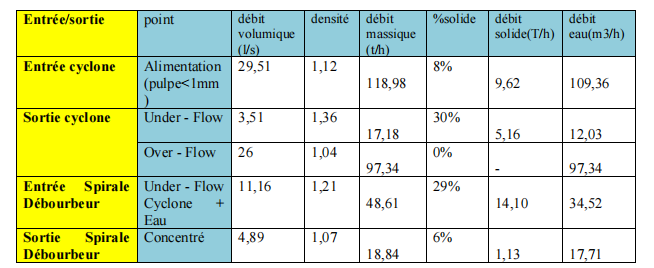
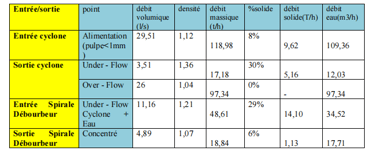
a. Spirale débourbeur:
On a d'après le tableau l'alimentation du spirale venant du débourbeur est 34.52m3 /h de l'eau et on a 3 sorties :
• Concentré spirale : 17.7 1m3 /h d'eau
• Mixte spirale :4.93 m3 /h d'eau
• Stérile spirale : 11.03 m3 /h d'eau
Donc le débit sortant est de 33.66 m3 /h :
Donc il y a 0.86 m3 /h d`eau perdue.
b. spirale broyeur:
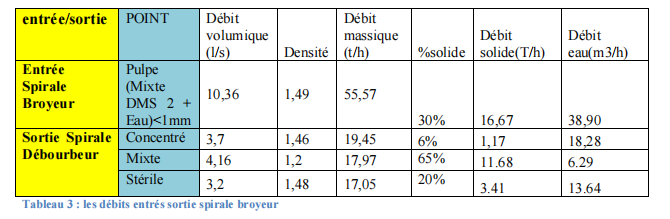
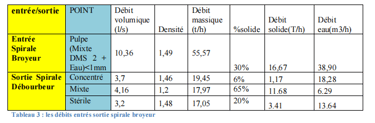
Le débit d'entrée est de 38.9 m3/h
Le débit de sortie est de : 38.19 m3/h
Donc :
Le débit perdu est : 0.71 m3/h
Conclusion :
On constate qu'il n'y a pas beaucoup de pertes dans cette section de spirale, et c’est dû au contrôle continu de cette section qui est très importante dans le procédé. Donc :
la solution proposer ici est de régler les fuites au sein des conduites, cela va optimiser à peu près 0.6m3 /h =14.4m3 /h.
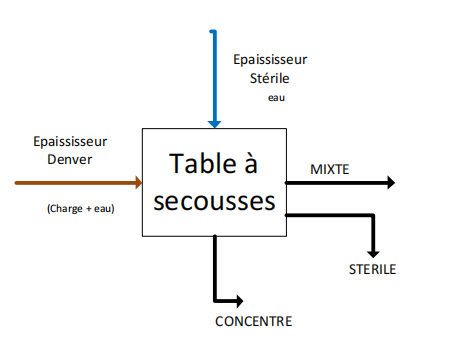
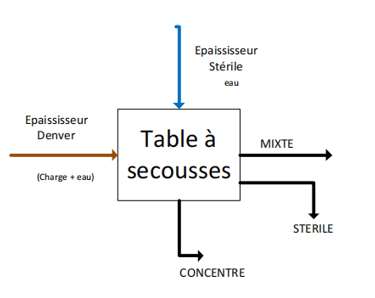
II-3-3- Tables à secousses :
Pour le tableau présentant les débits d`entrée et sorties des tables a secousses.
❖ Bilan d'eau :
Entré :
➢ On a le débit d'eau dans UF cyclone est 21,95m3 /h
➢ Or on a 3 blocs table de secousses chacune d'eaux est composées de 3 tables donc on a 3 entrés d'eau qui accompagnent les charges chacune de ces entrés d'eau est de 3.8 m3 /h
✓ Donc l'entré d'eau est de 56.15 m3 /h
Sortie :
➢ Le débit d'eau dans le concentré est 1.07 m3/h
➢ Le débit d'eau dans le mixte est 19.28 m3 /h
➢ Le débit d'eau dans le stérile est 34.04 m3 /h
Donc la sortie d'eau est de 54.39 m3 /h
Donc Le débit perdu est 1.76 m3/h
Conclusion :
On constate que les pertes d'eau dans cette unité ne sont pas très grandes, or on peut les éviter en réglant toute les fuites des conduites d’alimentation.
Pour le tableau présentant les débits d`entrée et sorties des tables a secousses.
❖ Bilan d'eau :
Entré :
➢ On a le débit d'eau dans UF cyclone est 21,95m3 /h
➢ Or on a 3 blocs table de secousses chacune d'eaux est composées de 3 tables donc on a 3 entrés d'eau qui accompagnent les charges chacune de ces entrés d'eau est de 3.8 m3 /h
✓ Donc l'entré d'eau est de 56.15 m3 /h
Sortie :
➢ Le débit d'eau dans le concentré est 1.07 m3/h
➢ Le débit d'eau dans le mixte est 19.28 m3 /h
➢ Le débit d'eau dans le stérile est 34.04 m3 /h
Donc la sortie d'eau est de 54.39 m3 /h
Donc Le débit perdu est 1.76 m3/h
Conclusion :
On constate que les pertes d'eau dans cette unité ne sont pas très grandes, or on peut les éviter en réglant toute les fuites des conduites d’alimentation.
II-3-6- Bassin ferraille :
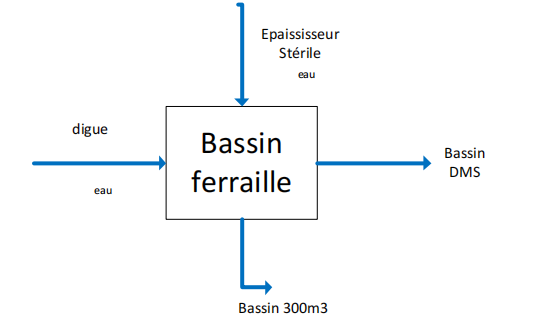
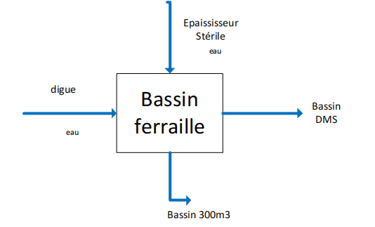
Entré :
➢ Eau provenant de la digue pompe 1 : 39.7m3/h
➢ Eau provenant de la digue pompe 2 : 36m3 /h
➢ Eau provenant épaississeur stérile conduite 1: 33.87m3 /h
➢ Eau provenant épaississeur stérile conduite 2: 24.2 m3 /h
✓ Donc l'entré d'eau est de 133.77 m3 /h
Sortie :
➢ Alimentation bassin 300 m3 et bassin DMS : 83m3 /h
➢ Alimentation bassin DMS : 43 m3 /h
Donc la sortie d'eau est de 126 m3 /h
D’où Le débit perdu est 7.77 m3 /h
Conclusion :
Ces pertes d'eau sont dû à des débordements dans les canalisations et du mauvais dimensionnement du bassin, pour cela on va le redimensionner dans les parties à suivre.
II-3-7- Épaississeur Denver :
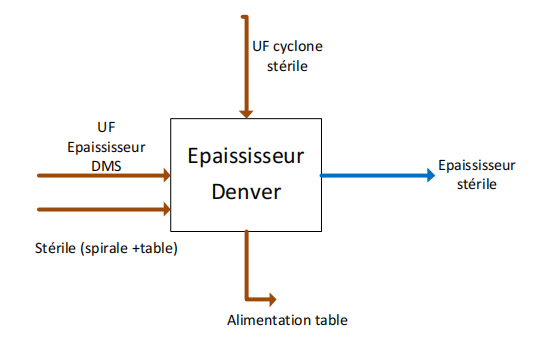
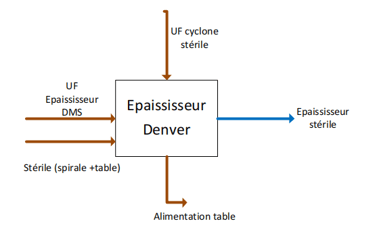
Entré :
➢ Over Flow cyclone stérile27 m3 /h
➢ Mixte jig Denver 50.67m3 /h
➢ Under Flow épaississeur DMS 28.8m3 /h
➢ Eau g-membrane 35m3 /h
✓ Donc l'entrée est de 141.47 m3 /h
Sortie :
➢ Alimentation table 48m3 /h
D’où Le débit perdu est 93.47m3 /h
Conclusion :
D`après ce bilan, le débit calculé représente l`over flow, ainsi que des débordements, il est envoyé vers l`épaississeur stérile par des canaux d`évacuation, en outre, on peut utiliser cette quantité d`eau dans d`autre ateliers.
II-3-8- Épaississeur stérile :
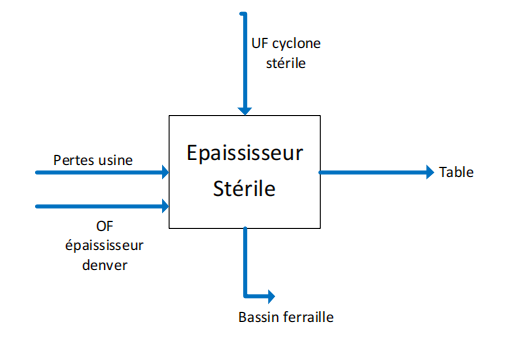
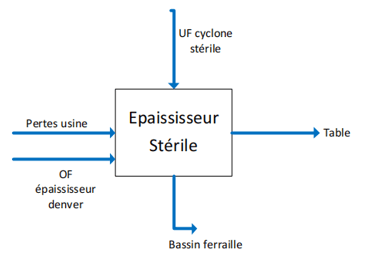
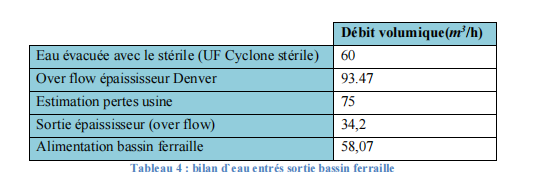
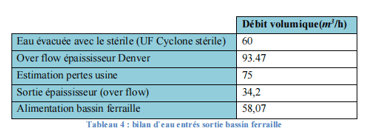
Entré :
Le débit d’entre épaississeur stérile est de 228.47m3 /h
Sortie :
➢ Sortie épaississeur (alimentation des tables) 34.2m3 /h
➢ Alimentation bassin ferraille 58.07m3 /h
✓ Donc la sortie d'eau est de 92.27 m3 /h
D’où le débit perdu est 136.2 m3 /h
Conclusion :
Cette grande quantité d’eau sortante de l’Under flow est envoyée vers la digue, et ça est dû au disfonctionnement des racleurs, ce qui conduit à une mauvais décantation, du coup on perd une grande quantité d’eau.
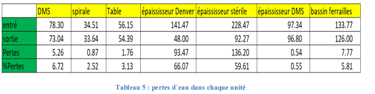
Classification des résultats :
On classe ces résultats dans un tableau :
On trouve le diagramme suivant :
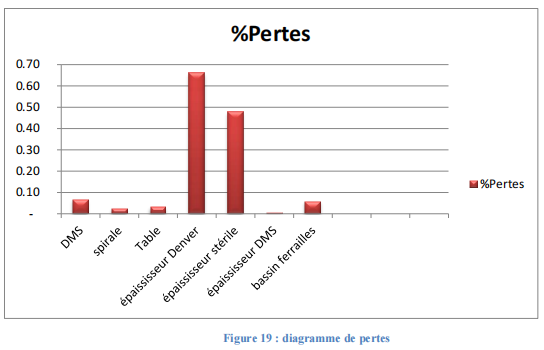
D'après le diagramme on constate que les pertes au niveau de toutes les unités sont négligeables devant celles des épaississeurs Denver et stérile.
II-3-9- la digue:
Une digue est un remblai longitudinal, de nature artificielle utilisé dans l'industrie pour le recyclage d’eau, la digue de la laverie a une superficie de 20000 m3 , en fait, les eaux qui alimentent l’usine Laverie ne sont pas totalement recyclées, une grande partie est perdue au niveau de la digue, ces pertes sont d’origine naturelle et se traduisent par l’évaporation et les infiltrations .
La région de Bou-Azzer est caractérisé par son climat aride a semi-aride, les précipitation sont faibles moins de 200mm/an et irrégulières, les écarts de température sont importants et le taux d’évaporation est fort 2800mm/an en moyen.
Le taux d’évaporation d’eau est entre 6mm/m2 .J à 8mm/m2 .J. on prend le taux d'évaporation 8mm/m2, la surface de la digue laverie + les barrages est de 50000 m2 , alors la quantité d’eau évaporée atteinte en moyenne 140m3 /j, donc 16,67 m3 /h .
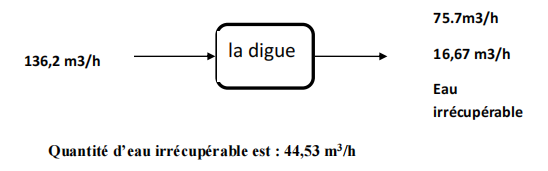
✓ bilan sur la digue :
L’entré :
- Pertes d'usines 136,2 m3/h
Sorties :
- Alimentation bassin ferraille 75.7 m3/h
- Évaporation 2.62m3/h
- Quantité d’eau irrécupérable
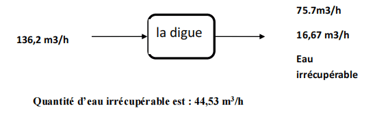
Conclusion :
Les pertes d'eau dans la digue sont très importantes vu qu'il y'a des énormes pertes d'eau sous forme d'infiltration et par évaporation et cela revient au fait qu'il n'y a pas des conduites ou des canaux de drainage vers la digue.
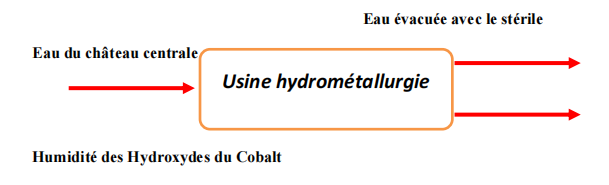
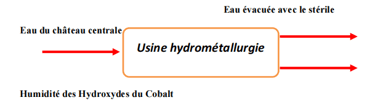
III-Bilan d'eau dans l`usine hydrométallurgie
III-1-Calcul d`appoint d`eau.
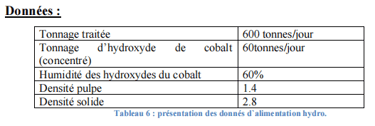
On va commencer par évaluer les quantités d’eau qui sortent de l’usine d’hydrométallurgie, à savoir celle évacuée avec le stérile, et celle perdue avec les hydroxydes sous forme d’humidité.
On a la relation qui calcule le pourcentage solide :
En calculant le pourcentage solide dans la pulpe et on trouve : %S = 44.44%
III-1-1- Eau emportée par les hydroxydes :
Le produit final d’usine hydrométallurgie est sous forme des hydroxydes humides, ces derniers emportent une quantité d’eau importante sous forme d’humidité.
Cette quantité d’eau est donnée par la relation suivante :
Qh (m3 /jour) = (Ph*H) /100
Avec :
H : Humidité de l’hydroxyde de cobalt.
Ph : débit l’hydroxyde de cobalt (tonnes/jour).
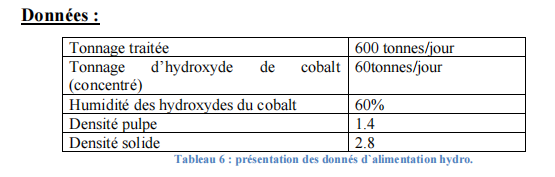
Soit : Ph = 60 tonnes/jour
Humidité hydroxydes = 60%
Donc la quantité d’eau perdue avec l’hydroxyde de cobalt est :
Qh = 36 m3 /jour
III-1-2- Eau évacuée avec le stérile :
Cette quantité est constituée de l’eau d’humidité du stérile, et celle assurant le transport hydraulique du stérile jusqu’à la digue.
Pour l’évaluer, on a pris plusieurs échantillons du stérile évacué, auxquels on a demandé qu’on fasse des analyses afin d’avoir la densité pulpe (dp) de celui-ci. Alors, on a trouvé une moyenne de 1.4.
L’eau évacuée avec le stérile est donnée par la relation suivante :

Ps : débit solide de la pulpe.
%S : Pourcentage solide dans la pulpe.
Avec P s (tonne/jour) = tonnage traité – tonnage du concentré
Ps=600 – 24 =576 tonnes/j
Donc, la quantité d’eau évacuée vers la digue :
Sachant que la surface de la digue est 6 Ha sa surface humide est d’environ 15000m², et le taux d’évaporation peut dépasser 7mm/m².j. Alors la quantité d’eau évaporée est de 90 m3 /j, or on a deux conduites de recyclages d'eau de la digue, l’une est de 10.11 m3/h et l'autre de 11.64 m3/h soit une quantité de 522 m3/j, une quantité d’environ 63.12 m3 /j est perdue sous forme d’infiltration.
III-1-3- Synthèse :
L’appoint d’eau fraîche nécessaire pour l’alimentation d’usine hydrométallurgie est déduit à partir de la somme des pertes irrécupérable au niveau de la digue et l’eau emportée par les hydroxydes.
Alors : l`appoint d`eau est : 189.12 m3/jour
III-2- Bilan de l’état actuel de la consommation d’eau au niveau de chaque atelier :
III-2-1- Circuit interne d`eau :
Bassin 2CT : est alimenté par 3 barrages de la digue, il est utilisé pour le lavage des toiles du filtre à bande 192m3/j et pour la préparation du chaux 243m3/j
Bassin CG2: est alimenté par l'eau de recyclage de la digue , il est utilisé comme eau de dilution dans les réacteurs
Bassin CZ : est alimenté par les pertes d'usine, il est de même l'alimentation des réacteurs
Réservoir EG : l'eau récupérer par les filtres à presse est envoyé au Réservoir EG ce réservoir alimente le bassin scalpage
Bassin scalpage : est alimenté par le réservoir EG et l'OF de l'épaississeur FD1, il alimente le débourbeur.
III-2-2- Atelier de mise en pulpe :
Dans cet atelier, le convoyeur alimente le débourbeur BE, où on ajout des boulets, pour assurer le malaxage du minerais avec de l’eau, afin de mettre en solution les haldes oxydées (tout venant) .
L’eau nécessaire pour la mise en solution des haldes est donnée par la relation suivante :
Avec:
𝑸𝒎𝒑 : la quantité d’eau nécessaire pour la mise en pulpe.
Ps : Débit solide des haldes (tout venant).
%S : pourcentage solide de la pulpe.
L’atelier de la mise en pulpe traite environ 600 t/j des haldes afin de récupérer les 10% de ces haldes comme produit semi final (60t/j), la densité da la pulpe est d’environ 1.9 avec un pourcentage solide de 49%.
Donc la quantité globale d’eau nécessaire pour la mise en pulpe de 600 t des haldes est :
L’appointe d’eau consommée par une tonne de tout venant traitée est donnée par :
624.49 m3 /j /600t/j = 1.04 m3 /t.TV
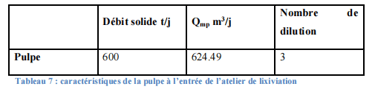
III-2-3- Atelier de lixiviation:
La consommation de l’eau dans cet atelier est répartie comme suit :
➢ Eau de dilution au niveau des quatre réacteurs ;
➢ Eau de lavage du gâteau au niveau des Pannevis ;
➢ Eau d’évacuation du stérile vers la digue ;
➢ Eau utilisée au niveau des pompes à vides.
a. Eau de dilution :
Après la mise en pulpe des haldes, la dilution prend le relais à l’entrée de l’atelier de lixiviation avec un nombre de dilution D = 3.
𝑸𝒆𝒑 = Ps * D
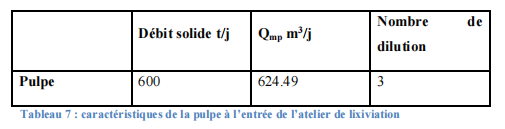
A partir des données ci-dessus on obtient la quantité d’eau dans la pulpe à l’entrée des Pannevis par la relation suivante :
𝑸𝒆𝒑= Ps * D
D’où 𝑸𝒆𝒑 = 1800 m3 /j
Pour avoir uniquement la quantité d’eau utilisée afin de diluer la pulpe on soustrait de la quantité de l’eau à l’entrée des Pannevis celle utilisé au niveau de l’atelier de mise en pulpe, on aura ainsi la quantité d’eau de dilution :
𝑸𝒅 = 1800 m3 – 624.49/j
𝑸𝒅 = 1175.51m3 /j
b. Eau de lavage du gâteau au niveau des Pannevis :
Le débit de lavage du gâteau au niveau des Pannevis est de 24m3 /h soit donc une quantité de 576m3 par jour.
➢ 𝑸𝒍𝒈 = 576m3 /j
c. Eau des flexibles pour l’évacuation de stérile de la lixiviation :
L’eau utilisée pour évacuer le stérile est mesurée au niveau de chaque Pannevis est d’environs 2m3 /h, ainsi on a au niveau de l’atelier de lixiviation quatre Pannevis soit donc une quantité d’eau de 8m3 /h de l’ensemble.
La quantité d’eau consommée par jour dans ce niveau est d’environ :
➢ 𝑸𝒇𝒍𝒆𝒙= 192m3 /j
d. Synthèse :
Donc la quantité d’eau consommée à l’atelier de lixiviation est :
𝑸𝒍𝒊𝒙 = 𝑸𝒎𝒑 + 𝑸𝒅 + 𝑸 𝒇𝒍𝒆𝒙 + 𝑸𝒍𝒈
Avec :
➢ 𝑸𝒎𝒑: eau d’évacuation de stérile720.13 m3/j
➢ 𝑸𝒅 : : eau de dilution1175,51m3 /j
➢ 𝑸 𝒇𝒍𝒆𝒙 : eau des nettoyages192m3 /j.
➢ 𝑸𝒍𝒈 :: eau de lavage du gâteau576m3 /j
D`où : 𝑸𝒍𝒊𝒙=2663.64 m3 /j
III-2-4- Préparation de la chaux :
A chaque poste le préparateur prépare 18 réacteurs de 4.5m3 , donc le débit de l’eau nécessaire pour la préparation de la chaux est :
Qpc = 18 4.5 3
D’où Qpc = 243 m3 /j
III-2-5- Préparation des floculants :
La consommation journalière des floculants est de 75kg, la quantité d’eau nécessaire pour leur mise en solution est de 18m3 par poste.
D’où la quantité journalière de l’eau pour préparer les floculants est calculée par la relation suivante :
Qpf = 18m3 * 3
D’où : Qpf = 54 m3 /j
III-3-Circuit interne d`eau:
Bassin 2CT : est alimenté par 3 barrages de la digue, il est utilisé pour le lavage des toiles du filtre à bande 192m3/j et pour la préparation du chaux 243m3/j
Bassin CG2: est alimenté par l'eau de recyclage de la digue , il est utilisé comme eau de dilution dans les réacteurs.
Bassin CZ :est alimenté par les pertes d'usine, il est de même l'alimentation des réacteurs.
Réservoir EG : l'eau récupérer par les filtres à presse est envoyé au Réservoir EG ce réservoir alimente le bassin scalpage.
Bassin scalpage : est alimenté par le réservoir EG et l'OF de l'épaississeur FD1, il alimente le débourbeur.
III-4- Conclusion
Vu la difficulté ou l`impossibilité de mesurer manuellement ou à l’aide des débitmètres (manque de débitmètres) on n’a pas pu effectuer des bilans détaillés dans chaque atelier pour savoir les pertes d`eau exacte.
Mais on a constaté que les pertes de l`usine sont envoyée vers le bassin CZ, à l`aide d`une pompe située en dessous de l’usine, donc le débit d’eau irrécupérable est celui envoyer avec l’hydroxyde et celui perdu avec évaporation et par infiltrations.
Diagnostic et évaluation de la consommation d`eau pour deux usines.
Réalisation d`un état des lieux, atelier par atelier pour détecter les anomalies de fonctionnement susceptibles d`être une source de surconsommation d`eau.



© 2025 - Enviro Shade Balls | Sustainable water innovation
contact@enviroshadeballs.com
+212 648-783650
+212 667-851225